Minimum Bend Radius 304 Stainless Steel Sheet
Stainless Steel Sheet

Stainless Steel Angles And Angle Bars Popular Profiles Montanstahl

Custom Angle 304 Stainless 4 Finish Stainless Supply
304 Stainless Steel 2b Finish Stainless Supply

316lstainlesssteelsheet 2205duplexstainlesssteelplate Stainlesssteelpipesheetplate Stainless Steel Sheet Metal Stainless Steel Plate Stainless Steel Sheet
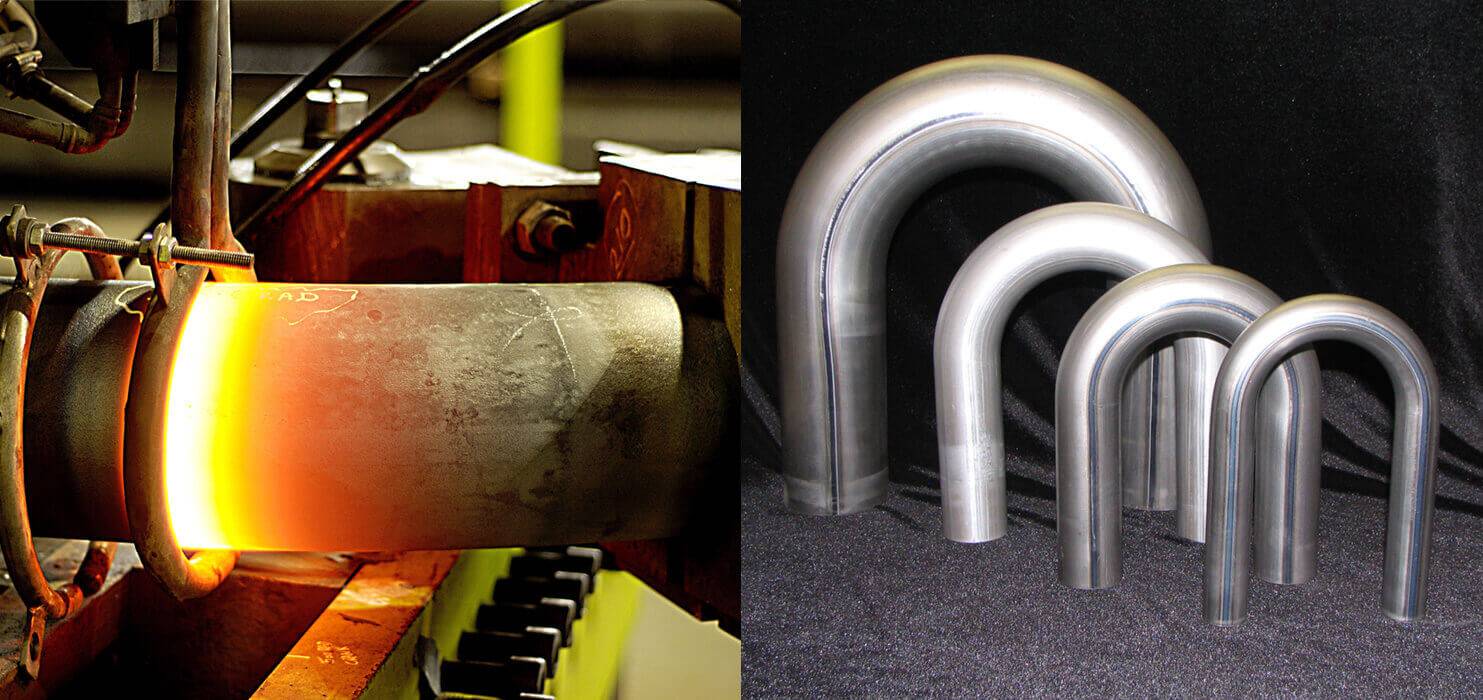
Stainless Steel 304 Pipe Bends Ss 304 Long Radius Bend 304 Ss Piggable Bend

Sheet metal bend radii if these guidelines are not followed more research and or some form of analysis may be requried.
Minimum bend radius 304 stainless steel sheet.

Sheet Metal Design Guide Geomiq

Stainlesssteelsheetplate Stainless Steel Types 1 4401 And 1 4404 Are Also Known As Grades 316 A Stainless Steel Sheet Stainless Steel Types Steel Sheet Metal

Mx Stainless Steel Wall Base 16 Ga Cs403 4 Satin Polish In Straight Or Cove Bend
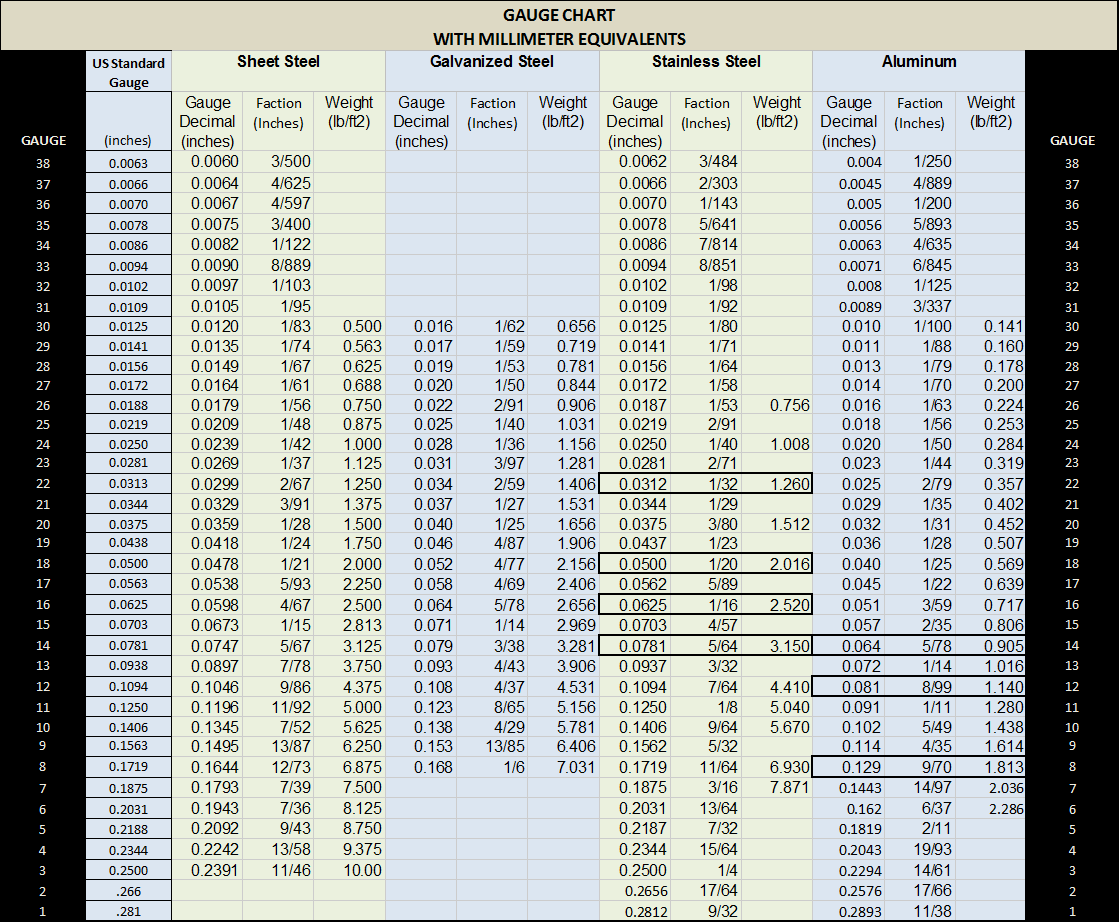
Comparing Stainless Steel Types And Gauges

Stainless Steel Products Stainless Steel Pipe Wholesale Supplier From Nagpur
304 Stainless Steel Sheet Bright Annealed Ba Finish Stainless Supply

4 Types Of Stainless Steel Great Plains Stainless

Stainless Steel Tube U Bend U Bend Stainless Steel Tubes China Guanyu Stainless Steel Tube

Stainless Steel 316ti Pipe Fittings Austenitic Stainless Steel 316ti Ansi Asme Pipe Fittings 316ti High Strength Ferritic Steel Butt Welding Fittings Dealer

Alloy 303 Austenitic Stainless Steel Plate Sandmeyer Steel
316l Stainless Steel Plate Stainless Supply

Amazon Com Stainless Steel 90 Degree 38mm 1 1 2 1 5 Od Sanitary Weld Elbow Pipe Fitting Sus Ss316 Home Improvement

Stainless Steel 316 Pipe Fittings Austenitic Stainless Steel 316 Ansi Asme Pipe Fittings 316 High Strength Ferritic Steel Butt Welding Fittings Dealer

Minibuggy Net The Ultimate Off Road Buggy Community Metal Working Tools Metal Working Metal Bending
V Grooving And Folding Of Sheet Metals

7 Things You Did Not Know About 17 4 Ph Stainless Steel Stainless Steel Blog

The Nickel Advantage Nickel Institute

Franke Or2x110 Orca 2 0 Series 30 11 16 Inch Undermount Single Bowl Sink Stainless Steel
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsumywioax5dgyi5erjll4puax Wp J6vjjzh16p Ut4edoooe6 Usqp Cau
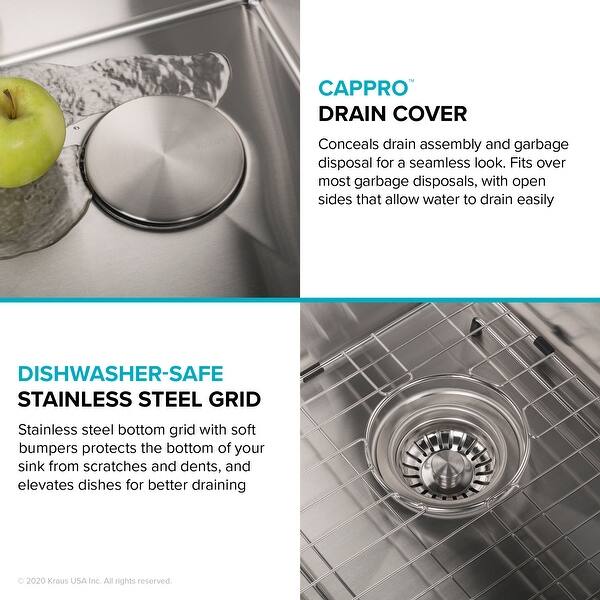
Shop Kraus Standart Pro Stainless Steel Topmount Drop In Kitchen Sink Overstock 23561279

Pdf Structural Stainless Steel Design Resistance Based On Deformation Capacity

Stainless Steel 304 Buttweld Fittings Uns S30400 Buttweld Pipe Fittings
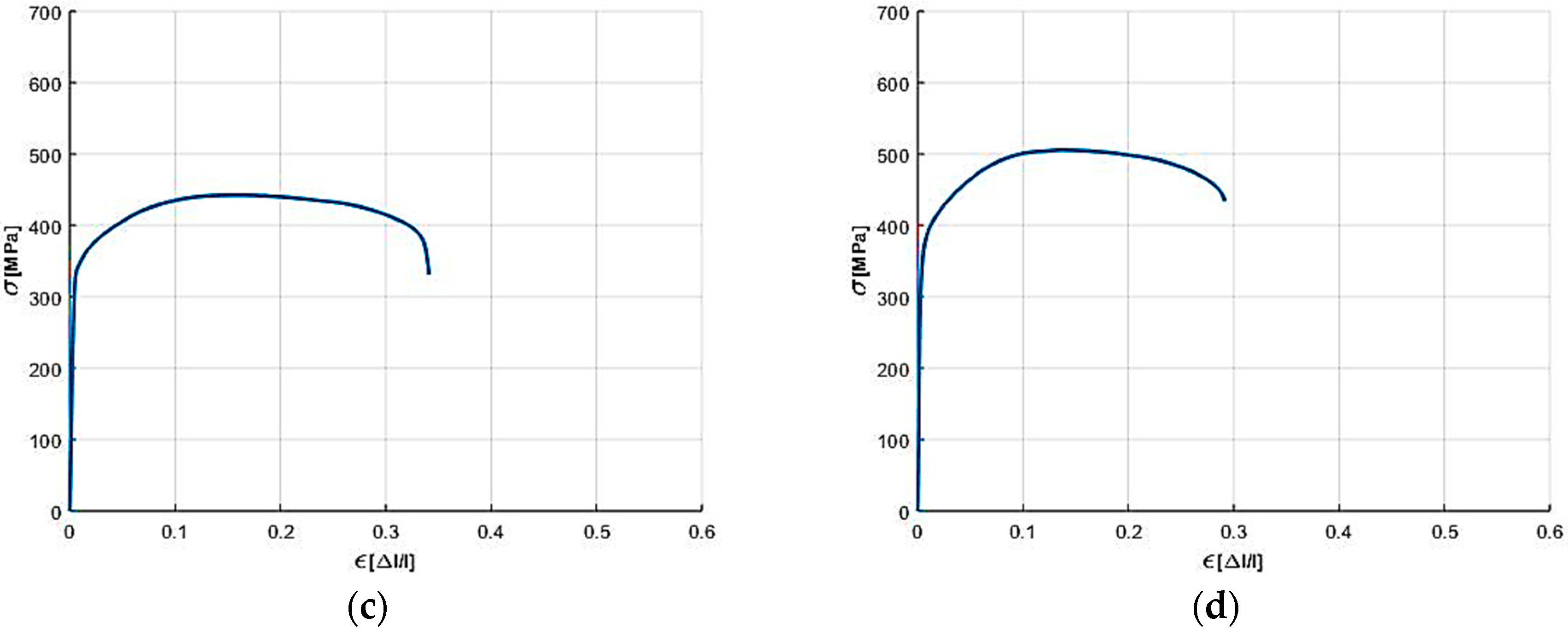
Metals Free Full Text Predictive Simulation Of Plastic Processing Of Welded Stainless Steel Pipes Html
Stainless Steel Reinforcing Bar Rebar Stainless Uk
Source : pinterest.com
