Minimum Bend Radius Sheet Metal Aluminum Metric

Pin On Press Brake Tooling

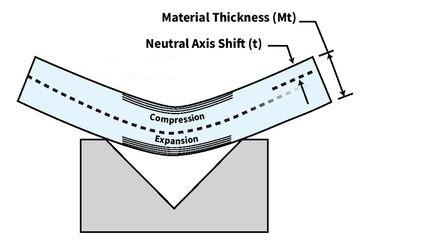
Analyzing The K Factor In Sheet Metal Bending

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

Following Dfm Guidelines For Working With Sheet Metal Machine Design
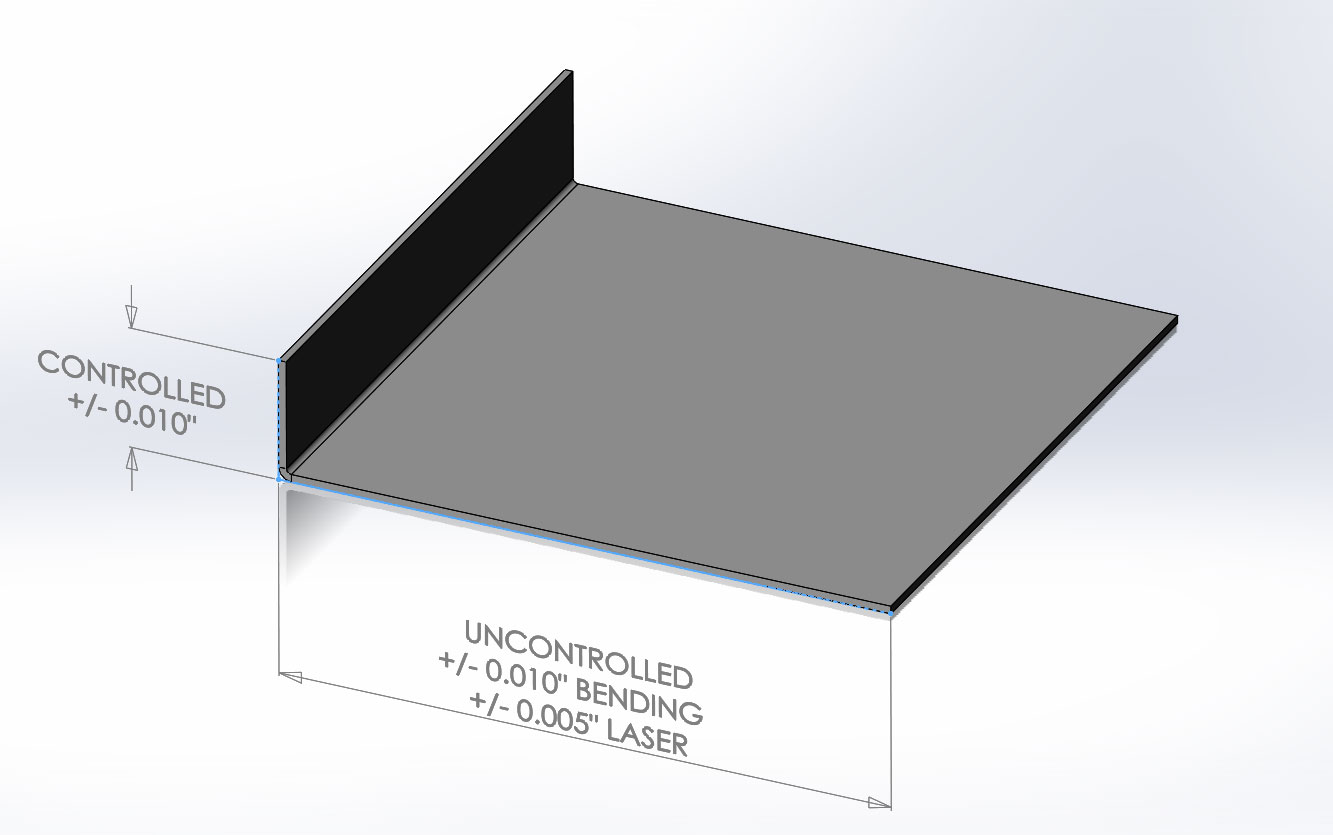
Sheet Metal Bending Tolerances

Bend Allowance Sheetmetal Me
Minimum hole diameter guidelines.
Minimum bend radius sheet metal aluminum metric.
K Factors Y Factors And Press Brake Bending Precision

This Is A Simple Calculator To Help You Calculate Bend Deductions And To Help You Reverse Engineer The Best Sheet Metal Metal Bending Sheet Metal Fabrication
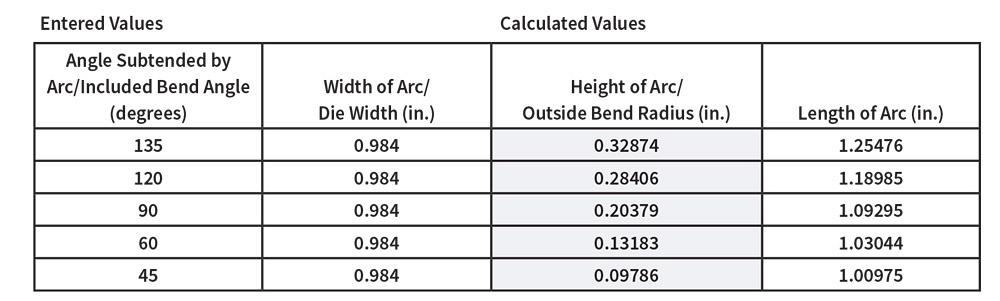
Predicting The Inside Radius When Bending With The Press Brake
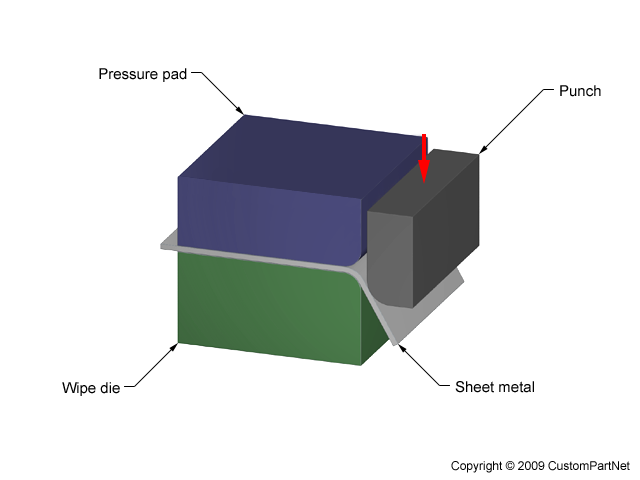
Sheet Metal Forming

How Do I Determine The Proper Tonnage For A Bend Jmtusa
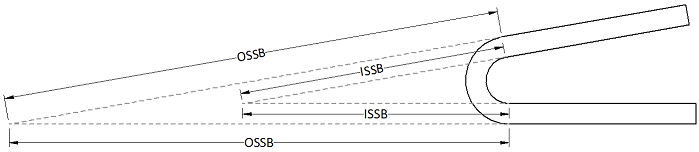
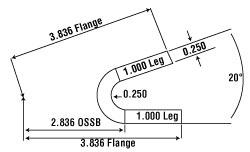
Outside Setback Sheetmetal Me

Sheet Metal Design Guide Geomiq

Approximating Solidworks Zero Radius Sheet Metal Corners
The Basics Of Applying Bend Functions

Solidworks Sheet Metal Tutorial Bend Allowance And Bend Tables Youtube

Air Bending Calculator

Sheet Metal Bending Process Machine Sales Sheet Metal Sheet Metal Work Metal Bending

Cut 45 Corners After Sheet Metal Bend Freecad Forum

Harsle Blog What Sheet Metal Shops Wish You Knew Minimum Flange Bend Radius And Tooling Access

K Factor Sheetmetal Me
Sheet Metal Design Guide Bending Analyze From 8 Aspects Machinemfg

Bending Metalworking Wikipedia
Sheet Metal Fabrication Design Guidelines
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctf5 Nxksu4pilv5ywyfyl1 Wjg1jit Cavw4ekf14vx5cfm6oo Usqp Cau

Sheet Metal Design Guide Calculate Bending Allowance Accurately Sheet Metal Sheet Metal Work Metal Design

Bending Formulas Conduit Bending Home Electrical Wiring Electrical Wiring

Minimum Bending Radius Something To Pay Attention

Pin On My Next Projects

News With Images Press Brake
Source : pinterest.com
