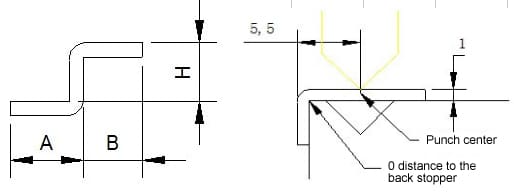
Minimum Distance Between Two Bends Sheet Metal

Following Dfm Guidelines For Working With Sheet Metal Machine Design
Aircraft Sheet Metal Layout And Forming Aircraft Systems
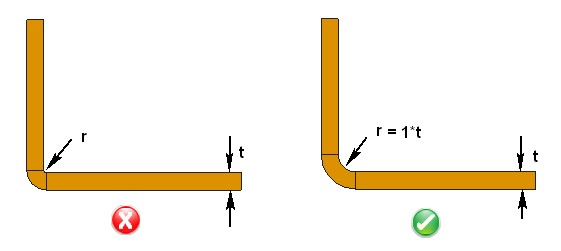
How To Calculate The Min Bending Edge Of Sheet Metal Machinemfg
Sheet Metal Design Guidelines By Dfmpro

Stamping Forming

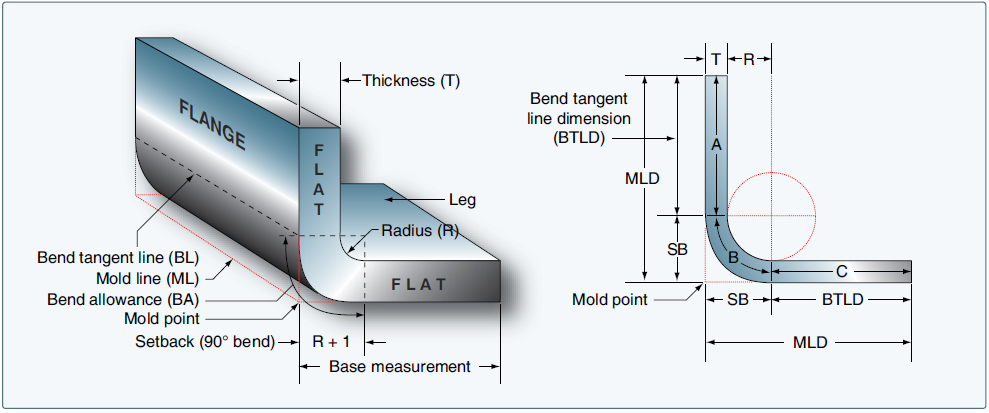
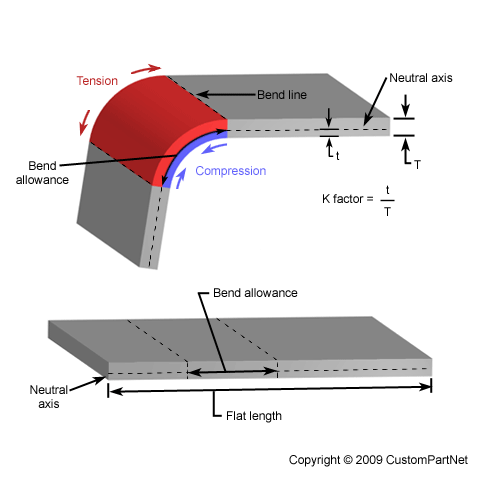
Bend Allowance Sheetmetal Me

Center to center distance between two holes minimum center to center distance between two holes in sheet metal parts is required to avoid metal distortion deformation and fracturing.
Minimum distance between two bends sheet metal.
Gooseneck Punch Press Brake Tools In 2020 Press Brake Tooling Gooseneck Press Brake

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries
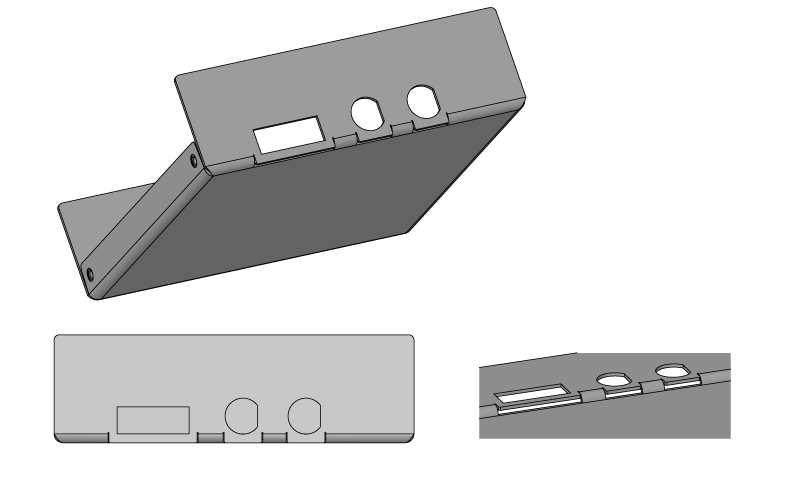
What To Do When Cutouts And Other Components Need To Be Placed Close To A Bend Protocase Blog

Sheet Metal Design The Definitive Guide Engineer S Handbook Machinemfg
Allowance Tables And Formulas
5 Sheet Metal Design Tips For Easy Manufacturing Bright Hub Engineering

Making Straight Line Bends Aircraft Metal Structure Repair Aircraft Systems
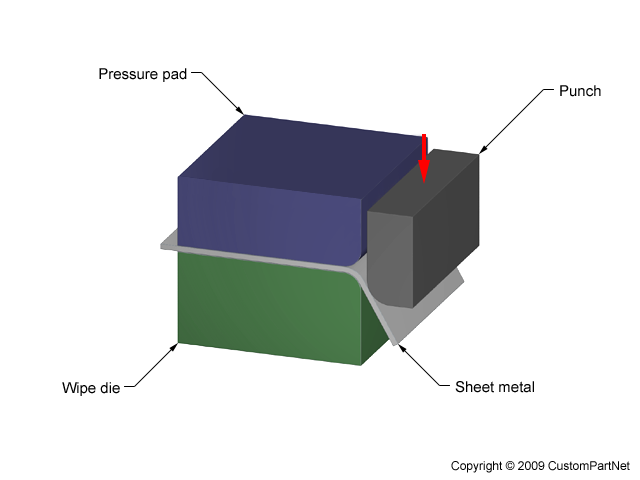
Sheet Metal Bending

Sheet Metal Design Guide Geomiq

Sweet Relief How To Avoid Hole Distortion In Sheet Metal Parts
Sheet Metal Bending And Grooving Technique Analysis Machinemfg
Sheet Metal Design Guide Bending Analyze From 8 Aspects Machinemfg
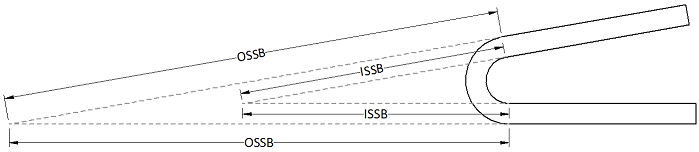
Outside Setback Sheetmetal Me

Pin On Press Brake Tooling
Mold Technology Bending

Sheet Metal Bend Design Equations And Calculation Engineers Edge Sheet Metal Metal Bending Sheet Metal Work
Sheet Metal Forming

Sheet Metal Manufacturing The Definitive Guide Blog
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctcfati9gmhvsgtoaxn Axseklzril09g8 Mjvtpdfefyq6y 4j Usqp Cau
Developments And Intersection Drawings Computer Aided Drafting Design
Http Files Engineering Com Download Aspx Folder B0283dfb F6a8 4c7c 8207 Eb6510b27548 File Sheet Metal Design Considerations Pdf

Maximum Distance Between Two Rcc Columns Civil Engineering Videos Youtube Civil Engineering Civil Engineering Design Engineering

Bend Allowance

7 Must Follow Sheet Metal Design Guidelines To Strengthen Your Design
Source : pinterest.com
